It started as pure necessity, in order to save time and effort on a daily basis, but has gradually turned into a new hobby: automating everyday chores. And with automation comes access to additional features. But never mind the origin, let me describe the progress instead.
Our garden, I mean, I enjoy taking care of our chickens and working in our (vegetable) garden, but repetitive tasks can become proper chores and eat away precious time. And during hot summer evenings you want to enjoy the water, not lug around with hoses and sprinklers. Not to mention that if you ever forget to water the potted plants outdoors during a heatwave, they’ll never fully recover.
As platform I selected Gardena, as they are the only ones to provide the tools for various aspects, mainly mowing and watering. Their smart pump won me over, as it can be directly controlled via a dedicated app, including setting schedules and linking with soil moisture sensors.
Mowing and watering
Gardena Sileno Life 1250 is a robot mower capable of handling our ~1100m2 of lawn with a rather complex layout.
In our case it did require having to dig in ~300 metres of guidewire, which I unfortunately occasionally perforate by accident doing various other garden related tasks. Still definitely beats mowing the lawn yourself, plus the resulting lawn looks really nice.
The lawn features seven Hunter I20 pop up sprinklers, divided into three groups driven by an equal amount of valves to ensure sufficient water pressure. Each group has a separate 40mm LDPE pipe feeding it.
The vegetable garden features two Hunter Pro pop up sprinklers with MP rotator nozzles. These sprinklers pop up 30cm above the field and provide an even spray. For a vegetable garden, one would prefer to water at the roots to prevent disease, but I opted against that for ease of crop rotation. This group is fed by a 25mm LDPE pipe.
Another valve can turn on water flow towards approximately 300 metres of drip hose, which covers the beech hedge and all fruit trees and bushes.
The last valve can turn on water flow towards the frog pond, for the dry days. This one is supported by a separate system powered by a Ubbink SolarMax 600 Fountain Pump, which does the job solar powered at a slow steady rate.
The system also feeds two general plug in water outlets: one in the vegetable garden, and one near the pump.
The input can be linked to the schedule of the smart pressure pump: in case the soil moisture level is high, the pump will skip the schedule.
There is one monitoring the vegetable garden, one monitoring the beech hedge, and one monitoring the driest section of plants.
Gardena Aquabloom is a solar powered irrigation system. You set the duration of watering, and number of times per day/week, and that’s it.
There are three of them: two for flowers around the house, and one for the greenhouse.
The Aquablooms do rely on having a water source, which in case of the flowers around the house is not an issue (old well and a rain barrel respectively), however the one at the greenhouse uses a bucket. The bucket I’ve upgraded with a float, connected to the pressure pump system, so the bucket fills up anytime the pump is on for the vegetable garden.
The Aquablooms unfortunately do have a tendency to just die without any warning after some time. Their long term quality isn’t great, but Gardena is rather generous with replacing the defective devices.
Vegetable garden and greenhouse
Next to the aforementioned Hunter Pro sprinklers and Aquabloom, there are additional specific automations for the vegetable garden.
They run on solar power, are fully autonomous, and use capacitive touch to differentiate between plant and weed. You can protect small plants with a metal wire barrier.
These are really just an experiment, as they come with a recommended garden design and well our garden is far from ideal compared to that recommended design. But it seems to work quite well thus far.
Greenhouse Automatic Window Opener is perhaps my favourite product of all due to its sheer simplicity. It is a wax filled cylinder that expands and contracts based on temperature.
If the temperature rises, the window opens. If the temperate drops, the window closes.
Only disadvantage is that it needs to be removed during winter, as it will get irreparably damaged below 0 degree Celsius.
Smart Lighting
An Osram Smart+ outdoor plug, compatible with Philips Hue, is used to turn on a chain of 80 metres of LED lighting. Next to its romantic allure it also allows working in the vegetable garden in the evenings after work, or when the days get shorter towards winter.
Oh and added bonus of all of the above: you can go away on holiday and everything continues to take care of itself. That’s it for now, but I’m sure the list will expand as time goes on.
It seems our personal crafting projects are getting more and more out of hand and have currently culminated in renovating a residential farmhouse built in 1937. The central heating system stemmed from 1972, and upstairs rays of sunlight found their way through cracks between the roofing tiles – just to give you an idea of the state of the house. The basis of the house was very solid though, so were the walls and window frames, however the house was in dire need of some love, attention, and a lot of energy efficient insulation.
Like many things in life it’s probably a good thing you don’t exactly know what you are getting yourself into beforehand, or you would never even proceed with pursuing the idea. It’s also no wonder that you always hear that people’s renovating/building projects cost more and take longer than originally projected: they do not have prior experience with the type of work, the tasks are very varied and encompass various disciplines, and the tasks feature a lot of sequential dependencies which if not planned correctly easily snowball into accumulative delay.
Budgetary restrictions limits hiring outside help, but there’s nothing that a bit of blood, sweat and tears of two designers with a hands-on approach can’t fix. Having amazingly helpful parents is also invaluable.
We try to restore as many original elements of the house as possible, create spaces that are in line with the old division of elegant living space and rough open stable area, and reuse as many old materials as possible. For example we use beaded planks for the living room and kitchen, and use used doubled scaffolding wood to cover the slanted ceiling: a contrast in line with the old division.
What I find intriguing about renovating as opposed to building a new house is how you are forced by the various restrictions (or opportunities, depends on your view) of an old building, and budget, to shape the living spaces. The result is often lovely: various nooks, divisions, and shapes are created that you would not design if starting from scratch, but it’s these elements that create an undeniable charm. Plus having such unique spaces allows you to tailor the spaces to their specific purpose with its own distinct ambiance, so the living room is more than a standard comfy copy of the dining room centered around the omnipresent television and its faint blue glow (nope nope nope, no tv).
There’s still a lot left to do obviously. Thankfully I thoroughly enjoy the whole process, from demolishing to rebuilding, of design as a discipline in a different setting. It’s almost a shame that the learned manual skills will really only be put to use once. But hey there’s still the barn, and the chicken coop, and the garden, and the etcetera etcetera…
Congratulations to D’Andrea and Evers Design for reaching the impressive milestone of having provided the world with their designs for 25 years! It is no small feat for a business to survive a quarter century or more, through a diversity of turbulent societal and economical changes, and is definitely a valid excuse for a party.
Yesterday evening D’Andrea and Evers Design celebrated this special occasion at the Creatieve Fabriek together with a large share of their clientele. To celebrate the closely intertwined values of design, art and culture, the festivities kicked off with an impassioned concert by the Twente Youth Symphony Orchestra. Part of the performance was accompanied by a Star Wars themed live digital animation cloning conductor Carl Wittrock’s physical movements meticulously, made possible by Xsens: the leading innovator in 3D motion tracking technology.
It was also pleasant to see so many familiar faces, a gentle reminder of how connected we all are. Amongst them were past and current clients, lecturers from my old university, fellow designers and engineers who frequent KIVI NIRIA meetings, and supervisors of students I’ve coordinated via Benchmark. It was great to catch up with them while enjoying the excellent atmosphere of the Creatieve Fabriek, the funky music, and the fine food. Cheers to DE Design!
It has been two years already since the last update, time flies. A slight site polish was due, so here it is. I have simplified stuff once again and there have been a few customisations here and there.
At Benchmark Electronics we’ve had the Epson Moverio BT-200 since June 2015, after much struggle to order the glasses from Epson. And with the product being dead on arrival we were not off to a good start. It turned out to be a sign of things to come, as our experiences with the Moverio BT-200 weren’t great, but the Moverio at least allowed us to convey early augmented reality (AR) concepts to our clients and get them excited about the potential.
To further our experience with augmented reality (AR) and mixed reality (MR) we’ve been looking into purchasing either a Google Glass or Microsoft HoloLens as part of Benchmark’s discovery projects. During these discovery projects engineers can propose an interesting concept to pursue, and receive funding and FTE to achieve said concept.
Project Glass is an effort by Google to develop augmented reality glasses. The concept for these glasses was introduced on April 4th 2012 on a Google+ page. The launch also included a YouTube video demonstrating the possible uses of Project Glass. It basically provides a hands-free heads up display (HUD), and interestingly uses bone conduction to conduct sound. Recently Google announced that it would stop producing the Google Glass prototype, so we’re passing on this one for the time being.
Microsoft HoloLens is an augmented/mixed reality headset developed and manufactured by Microsoft (obviously). HoloLens consists of a head-mounted display, projecting images on its visor using a pair of transparent combiner lenses, and it can generate binaural audio using its 3D speakers. The HoloLens also has some other fancy goodies on board to combine for exciting functionality. Via our US colleagues we managed to get our hands on some early prototypes, and they are awesome. As the prototypes are so fresh, there’s not much peer research development to fall back on. In other words it’s going to be experimental for a while, but we already have clients interested in its potential.
Cyborgs are in our midst, except they are not as flashy as the DC and Marvel films would like us to believe. Instead they come in the unlikely form of our grandparents, enhanced with (or rather supported by) artificial medical aids such as zimmer frames, hip and knee prostheses, hearing aids, reading glasses, and other modern wonders. The geriatrics are the cyborgs of our time.
In sports we also see adaptations specifically catered to the task at hand, of which the running blades are probably the most (in)famous. Here debate has sparked whether or not the mechanical adjustments have led to an “unfair” advantage as the results threaten to surpass basic human performance. Quite an interesting debate as the enhancements once meant to merely replace or supplement lost functionality now start to exceed existing healthy functionality.
By constantly pushing the boundaries of the human body and mind, sports reward and celebrate (individual) achievement and performance – all intended to be within the confines of a subset of rules agreed upon in said sports. The latter is an issue, as in the blind pursuit of achievement not only the boundaries of the human body and mind are crossed.
As prime example: the Tour de France has crowned its fair share of winners, most memorably Lance Armstrong who has won the tour seven times in a row. Seven times he was celebrated by cycling fans worldwide. Seven times they celebrated a lie, as it turned out years after the fact.
It uncovers a great issue: there is no foolproof method to ensure everybody plays by the rules. There are so many different options of improving performance, from chemical stimulants to mechanical enhancements, that it is simply impossible to detect all of it with 100% accuracy. And where do you even draw the line? Does the placebo effect count?
So how about we just allow it? All of it. We can call it “The Symbionic Games”: a spectacular event featuring humans with mechanical, chemical, and biological enhancements as a true display of symbiosis between man and technology. It at least levels the playing field: makes it fair and transparent. All participants are free to take steroids at will, exchange their human limbs for robotic limbs, use AI to improve their neural performance, improve their DNA, use exoskeletons, however far they are willing to go. Though of course it also helps if they survive the changes.
This leads us back to the start of my rambling: just imagine the resulting stimulus for development in the respective fields and how the acquired knowledge and experience will eventually trickle down into everyday applications. This development will prove valuable to all of us and define the start of a new era for cyborgs. And we don’t have to worry anymore if someone cheated. 😛
Anyone with pets has probably encountered the issue I’m about to describe. Pet related items are not exactly appealing and tend to stick out like a sore thumb in your house. For example trying to find a well designed cat scratching pole may either prove impossible or lead to insane prices.
In some cases you may think you have found the (seemingly) perfect object, but the focus on appearance turns out to have come at the cost of functionality.
The solution here is simple: create the item yourself. In this case we were looking for a cat scratching pole, but could not find anything suitable. To make a long story short: our cats are now hugging and scratching a sheep shaped scratching pole. Not only a cute sight, but also highly functional – and of course the rope coat suits the sheep well.
Under the auspices of Edwards Lifesciences I have attended Medica, the international trade fair and congress for medical technology, electromedicine, laboratory equipment, diagnostics and drugs. Medica, combined with Compamed, is an annual trade fair that takes place in Düsseldorf and serves mostly as a business-to-business meeting point for suppliers and distributors in the healthcare sector, though there are also some educational talks with interesting keynote speakers throughout the show.
The Düsseldorf Messe is huge and the trade show is spread over nearly 20 halls. With almost 5,000 exhibitors from 70 countries it is the largest medical fair in the world: last year’s edition attracted almost 130,000 visitors. Arriving at Düsseldorf Messe the sheer scale of the fair instantly becomes clear when you park your car and have to take the shuttle bus from the parking lot to the halls. Planning ahead is definitely advised.
Once inside, the contrast with a consumer trade fair is immediate and striking, especially when it comes to the level of integration in the displayed products and of course when it comes to aesthetics and usability. Most products seem to have jumped right from prototyping phase to production model, without iterations or improvements. The latter makes sense considering the investments required compared to the available budget for the often relatively small and highly specialised companies, but it also means there is a lot of room for improvement. Both the product and (production) processes can be improved significantly, reducing costs while also improving manufacturability, reliability, and usability.
The value of design as a discipline becomes markedly clear as you roam Medica, and we haven’t even touched upon user interface design yet. It will be interesting to experience first hand how far the concept of design thinking has permeated a medical multinational such as Edwards Lifesciences. For now, the breeding ground of medical wonder and ingenuity that is Medica has offered interesting insight into products catered to our healthcare sector.
Development of medical devices has intrigued me more and more ever since it was once the topic of my master thesis. Medical products often pose complex and challenging problems, not only from an engineering point of view but also design wise; the latter is in part due to the complexity of stakeholders surrounding medical products.
Not only the challenge is satisfying for the mind; developing products that can save lives, or at least improve the quality of life, feels amazing. I’m glad to be able to use my skills for such goals, which is why when offered the opportunity to work for Edwards Lifesciences I didn’t hesitate.
From their office at Amsterdam I’ll be part of a team working on the next gen design of Edwards’ noninvasive continuous blood pressure meter, a product I’m already quite familiar with due to my master thesis. The development project will run parallel with engineering efforts in Irvine, hence our efforts will need to be closely coordinated. I will also be moving closer to Edwards’ office in Amsterdam, as a one way commute from my current location takes around 2.5 hours. Quite a few changes at once really, and I’m excited about them.
After an unexpectedly successful first edition of the High Tech Discovery Tour at Almelo, this year’s edition has returned with a similar recipe.
Twelve tech companies at Almelo opened their doors to the public, and Benchmark Electronics participated as well this year around. Well, sort of, as only the lobby was open to the public. Here various products were displayed that were developed and/or produced at Almelo, hardware production methods were explained, the site’s history was delineated, and children could conduct several experiments.
The event is actually mainly aimed at children, to show them how fun and exciting technology can be to offer context and inspiration for possible future studies in tech. Compared to other sectors the technological sector still has a rather negative image, not to mention the gender gap, that it can’t seem to shake off. It’s a tangent I won’t further elaborate on, though most certainly deserves more attention.
Due to a lack of budget I’ve had to improvise to put together a fun set of experiments for kids. Ideally the experiments would be somewhat representative of Benchmark’s activities rather than be a collection of unrelated little science experiments. I’ve been scavenging the department for parts left over from old projects (representative of Benchmark: check) to see if I could concoct something with those parts.
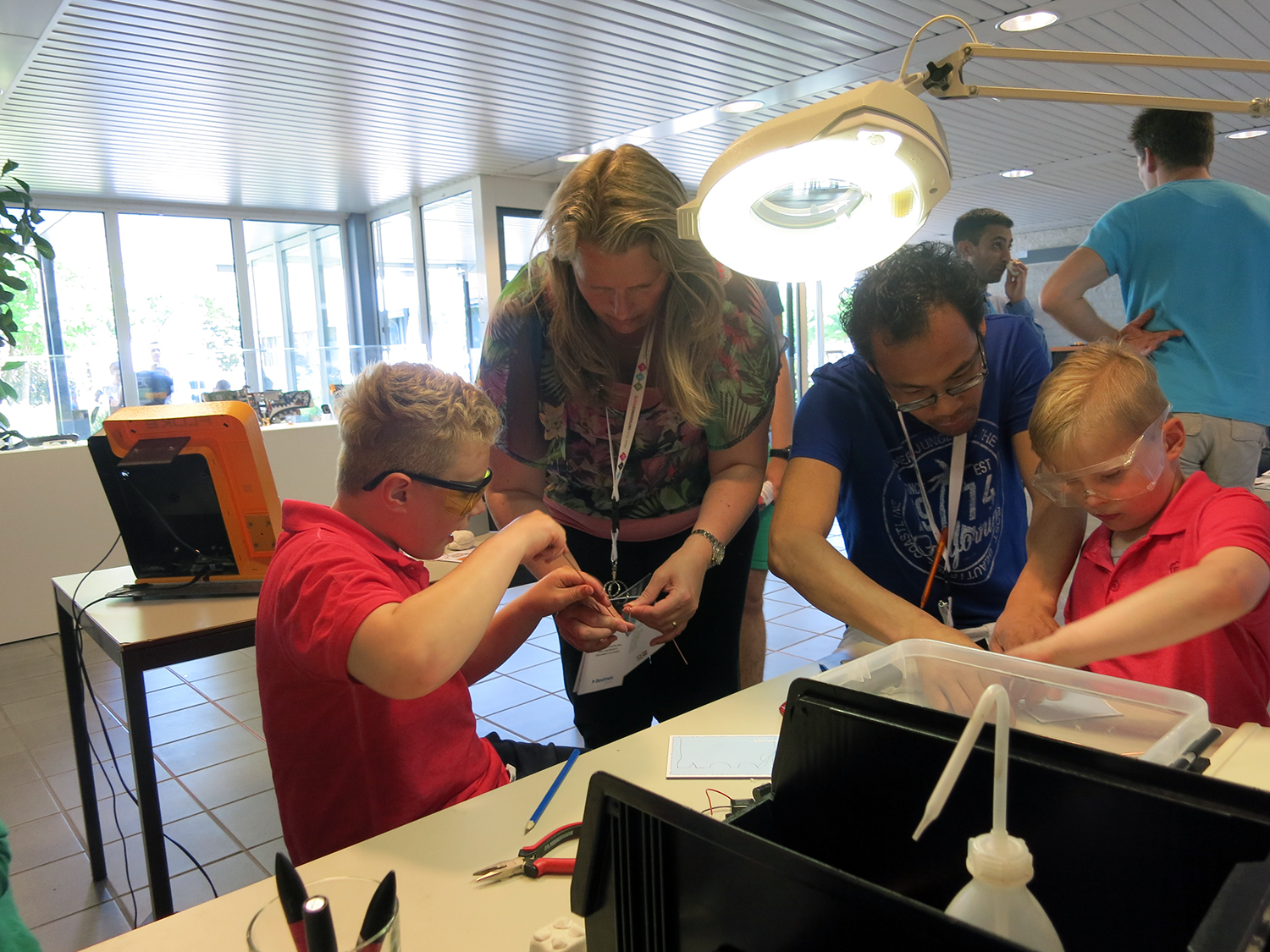
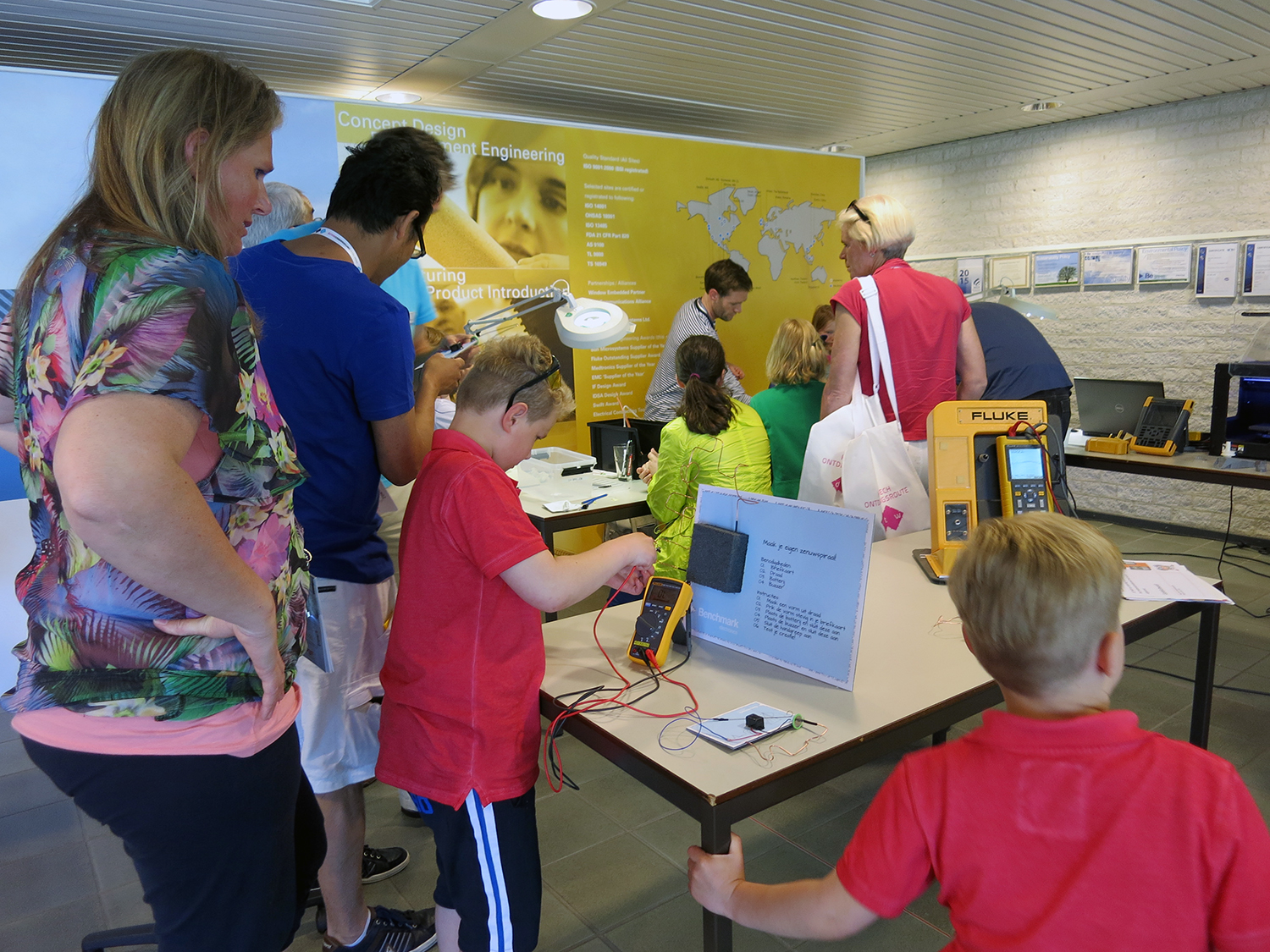
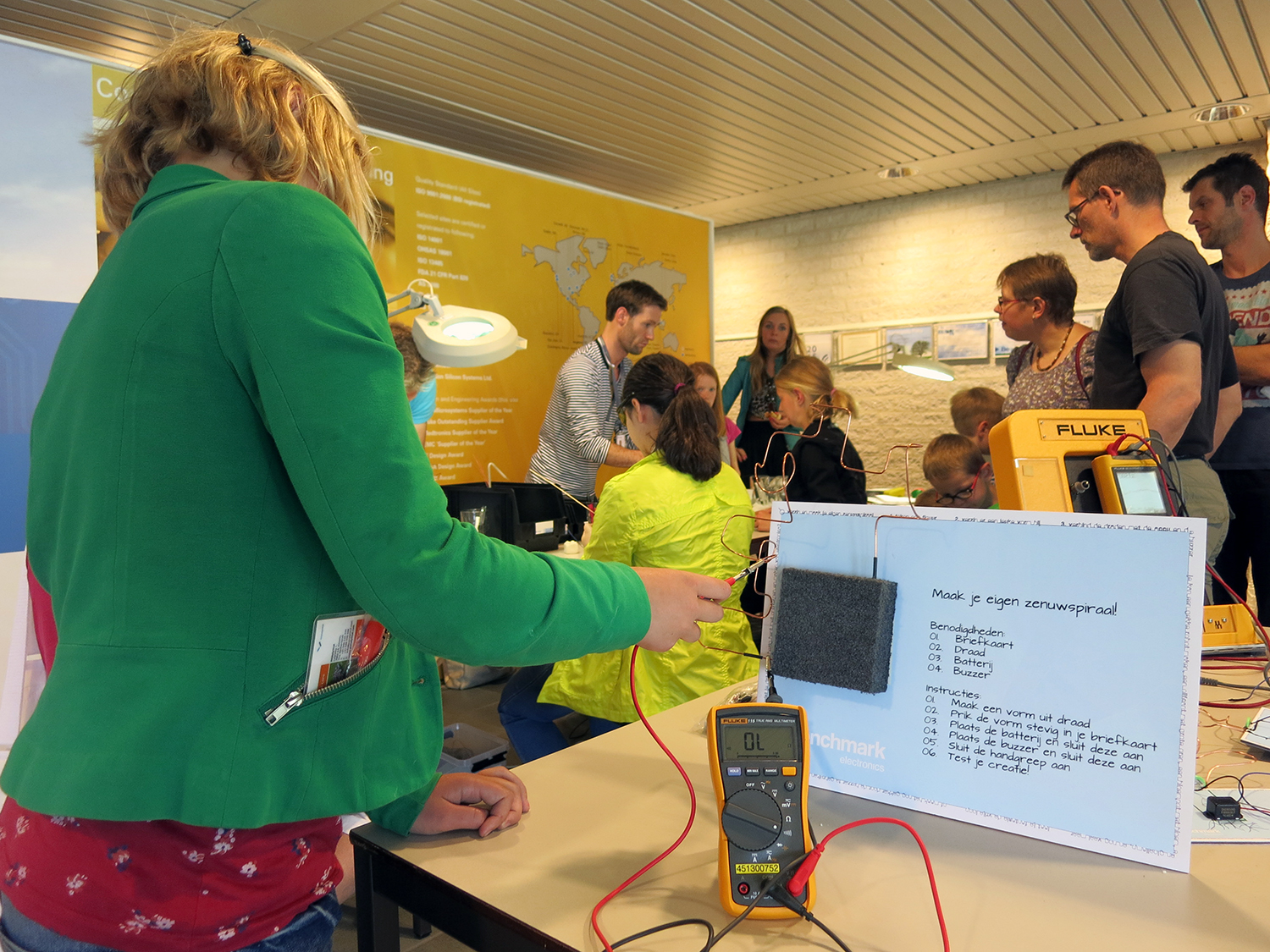
The parts I scavenged were ideal for preparing wire loop games. A large scale version making use of the logic function of a Fluke 115 Multimeter would be at the centre of it. A bit of leftover foamboard, some playful artwork, and some welding wire, all in conjunction with the multimeter, would form the main impromptu wire loop game.
For the kids I prepared small versions by creating foam board post cards containing instructions describing the experiment. They’d receive a bit of copper wire which they could bend into the shape they wanted, and then stick the ends in the sides of the foam board. The shape would complement the drawing they could make on the post card with conductive ink, which would double as a basic electric circuit. Finally, a small lithium battery and a rigid metal loop with flexible wire would be added to their post card to complete the wire loop game.
As example, and as inspiration for the kids, I drew a plant pot on a post card, and made a flower shape out of copper wire. The flower forms the wire loop game, and the plant pot the electric circuit. The experiment touches all facets of multidisciplinary product design, from sketching to prototyping, stretching their design beyond the demarcated post card shape, integrating functionality with aesthetics.
Children loved being able to craft, and I saw the most wonderful creations pass by: a face drawn on the post card with the copper wire being used to form a crazy hairdo, a tree sticking out from the forest, a robot with an antenna on its head and wires as arms, an elephant with large ears, and more. Their creativity and enthusiasm knew no bounds, which was great fun to see. Perhaps (and hopefully) this day has helped spark their interest in technology.
Blog
My blog describes events from my life related to design and engineering. Hopefully it will give you more insight into my work processes and personal interests.
If you want to stay up-to-date with the events described on this rather infrequently updated blog, you can subscribe here.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}